
Project General Data
 HBF2.0 (High performance flexible small scale biomass gasifier 2.0) Proposers:
HBF2.0 (High performance flexible small scale biomass gasifier 2.0) Proposers:
- Name of Applicant / Lead (1): WT - Walter Tosto SpA
- Name of applicant (1): CIRDER - Centre for the Study and Dissemination Energies Renewable University La Tuscia
- Name of applicant (2): ENERTECNA - Enertecna srl
- Name of applicant (3): MATEC - New Ma-Tec2001
- Name of applicant (4): UNIVAQ - University of L'Aquila
Project Description
▪ Project Abstract
The main objective of the project is to realize an innovative biomass gasification system with the aim to produce an hydrogen-rich, tar and particulate-free syngas that can be exploited in different combined heat and electric power systems (CHP) like internal combustion engines.
In particular the objective of the project is to realize and test an innovative low cost and low emissions small scale CHP system (25 kWe and 55 kWth), that could use the relevant amount of biomass waste available in the Italian country.
The plant will be composed of the following:
1. Steam blown dual fluidized bed gasifier that can produce an high calorific value gas: prototype developed in UNIQUE, UNIfHY and HBF Filas pojects and here optimized in order to obtain a very compact unit, faster start-up, possibility to operate in stand-alone conditions.
2. Conditioning systems at high and low temperature integrated in the reactor vessel and downstream of it, in order to obtain tar and particulate free syngas. Thanks to these solutions, it is possible to avoid some problems relative to downstream devices and some environmental (emission) and economic problems (waste and subproducts disposal).
Primary conditioning system consists in the use of olivine as bed material.
Secondary conditioning system consists in various units:
a. high temperature particulate filter able to completely remove solid carbonaceous particulate dragged by the gas;
b. secondary dolomite bed (natural economic and available catalyst) in order to reduce tar to acceptable concentrations;
c. waste vegetable oil scrubber as a guard trap able to completely remove residual tar.
3. Automatic control system to avoid the necessity of an operator in situ.
4. Cogeneration unit (ICE) optimized to be fed with syngas.
HBF 2.0 is an innovative system in the field of biomass gasification, because at the state of art the small scale gasification plants exploit air technology and use cold conditioning system, that are unreliable, low efficient and with a high environmental impact. HBF 2.0, instead, uses a fluidized bed steam technology, usually applied to industrial scale plants, and provides a completely automated system fitting it also for small plants.
This system will solve the issues relative to gasification plants (high emissions and costs, low efficiency and reliability) and thus they can be applied into cogeneration systems of companies and small residential centres.
The experience reached from the research group (UNIVAQ, CIRDER) about gasification, the participation of a company leader in chemical plants realization (WALTER TOSTO), the contribution of a company skilled in cogeneration systems (MATEC) and the involvement of a company experienced in renewable plants design (ENERTECNA) is a guarantee of the feasibility of the project proposed.
▪ Scientific and technological objectives and expected progress compared state of the art
The project aims at the construction of a plant for heat and power production (high-efficiency cogeneration), biomass, small size (minimum 25 kWe, 55 kWth) to decrease costs and emissions, increasing efficiency and reliability. With this innovative steam gasification technology dual fluidized bed and conditioning to remove particulates and tar, it will generate a syngas to be exploited in the CHP. The first objective of the project will be to apply gasification technologies to dual fluidized bed steam for 100inaia sizes kWth. Such technology will ensure operating temperatures limited and homogeneous in the volume of reaction between 700 and 850 ° C, so as to exploit biomass with a high content of ash and low melting temperature. In the fuel function will then decide the optimal operating temperature to avoid the fusion and the formation of agglomerates of ashes. In the gasifier bed can also be added to natural materials (kaolinite) able to limit those problems. The described system, using steam as a gasifying agent, will allow the use of biomass with a moisture rate greater than the systems fixed bed limited to the use of biomass with moisture < 20-30%. That will allow the efficient use of a wide range of residual biomass and agro-forestry wastes (shells, stones, etc.) is not limited to only pellets or chips of precious woods: the system will therefore be extremely flexible. The possibility of using biomass with higher humidity (<50%) will also enable to limit the costs necessary drying of the fuel, leaving a higher heat content useful for high efficiency cogeneration. The use of steam as a gasifying agent will allow to obtain a gas with a high calorific value with reduced amounts of N2 and a high content of H2, CH4. The PCI will be achieved next to 12 MJ / Nm3 against 4 - 5 MJ / Nm3 of air operating systems. This will lead to greater power efficiencies to be generated the same power as the auxiliary consumption will be reduced (suction blower) for moving a syngas more "concentrated" and ensure higher conversion efficiencies within the internal combustion engine (CHP) bringing a marked improvement on 20% (25% electrical efficiency versus 20%). The possibility of inserting in the bed natural catalysts such as olivine ensure concentrations of heavy tar (from Naphthalene up) of less than a few g / Nm3. The use of ceramic particulate filters operating at the same temperature of the process will ensure the complete removal of the particulate matter (PM 10) inside the gasifier reactor. A secondary bed of dolomite (very effective natural catalyst) or of a commercial catalyst based on Ni will ensure the strong reduction of the amount of tar, and finally a scrubber to remove the residual pollutants exhausted oils making the gas ready for use in cogeneration systems. The plant will resolve the problems associated with these applications (high emissions and costs, low efficiency and reliability) that can be applied effectively to the enormous thermal boilers market / co-generators of small businesses and residential groups. The activities to be carried out regarding the final design, the purchase of components, assembly, testing and testing. The experience gained by the group Research (Aquila, Tuscia) on the gasifier in question is a guarantee in the realization of the process. The presence of companies with deep experience in related areas such as Walter Tosto, is a guarantee of the feasibility in terms of feasibility, integration, automation, and the future industrialization of the system.
▪ Benefits for end usersUsers who will use the proposed facility will have the following benefits: The small size of the plant (100 kWth input, 25 kWe and 55 kWth cogeneration) will allow the 'system integration into existing structures in the territory without the need for huge, expensive and often devastating works. Such a system that can be managed at the level "family" more responsible for end users that will be both producers and consumers without intermediaries or energy companies that are seen (often with due reason) only as a company whose main purpose is profit derived from incentives and sale of electricity and subsequently the environmental renewal of energy systems. Another advantage for users is the ability to use waste from industrial processes: both the input fuel but also the bio-waste oil (waste vegetable oil). These variations normally have in disposal costs and in this case could become a real resource to produce high-value energy as the 'electricity and heat that can also be exploited for cooling trigeneration in the warm periods. Given that the plant will not waste to be disposed (no dirty water), but each will reuse the by-product management costs will be significantly lower for the benefit of the economic balance of the system. The further electrical efficiencies, compared to conventional systems in biomass of equal size (25 kWe) as combustion installations coupled to ORC but also compared to the same size of gasification systems competitors, will allow an economic saving with regard to the fuel input if this it is purchased specifically for the plant. Being able to take advantage of the plant wastes and not necessarily valuable material there will in any case of extremely low costs for the fuel procurement. In the short term with regard to cogeneration plants, the paragraph 20 of Article 27 of Law 99/2009 and subsequent amendments It provides extremely simplified scheme for the power Communication up to 50 kWe (micro cogeneration). As long as you continue to be incentives for such plants under the current legislation, which is the plant with capacity of less than 300 kWe, using bio-waste and being co-generation plant with high efficiency can install a mini district heating network, this 'last will use the maximum incentives for such plants, making it an extremely favorable economic balance sheet. In the medium term it will, given the high level of innovation, definitely take advantage of additional incentives. In the long run the ability to work in stand-alone modelità will definitely rewarded and still allow the user to be more dependent on the national grid, that fact certainly will ensure a savings that will lead to a positive economic balance in the short term. The features described above, along with the automatic control system that will handle the gasifier without the need of an operator in constant monitoring, we will ensure that there is a considerable reduction of investment and management costs as an additional benefit to the users of the system users .
▪ Prediction of possible applications
As said the target market is that of biomass cogeneration, more specifically, the one relating to agricultural and forestry waste (lignocellulosic). The interest in this resource has increased considerably in recent years, as a renewable energy source, versatile and with reduced environmental impact. In fact, it can be transformed locally increasing energy independence from fossil fuels and decreasing pollutant emissions. The market for biomass for energy purposes is developing, although the energy use is limited by several factors such as:
• low energy density;
• complexity of the supply chain;
• compete with the major uses of organic matter;
• elevated emissions of local pollutants;
• low conversion efficiencies;
• high investment and management costs of conversion plant;
• low reliability of conversion plants.
Problems solved by the use of residues in systems of micro-cogeneration with a short chain with high efficiency and very low generation of pollutants (such as HyBioFlex 2.0), fed with wood waste cellulosic premises for which the transport phase does not affect in such a way that make them not convenient from an economic and environmental point of view. Here it is stressed that one of the innovative aspects of HBF 2.0 will be the use of the fluid bed for a small size plant. The innovations at the base of the project will allow to achieve a close to 100% of the fuel conversion efficiency and excellently able to control all the operating conditions of the process (with a greater overall electrical efficiency and increased operating hours per year).
The hot-conditioning system, through the use of a particulate candle filters integrated in the freeboard of the gasifier, or natural or synthetic catalysts and the scrubber to vegetable oils, will allow to have a compact gasifier with an efficiency equal to that of plants of larger size (around 25%) with a reduction of pollutants into syngas, which will increase from g / Nm3 of the traditional system on a mg / Nm3. Riassumendo, the HBF 2.0 will be presented as a highly competitive product in the context of the systems to biomass. This will allow very high innovation pervasiveness proposal on the reference market. Suffice it to think of the enormous market that would open to such a system that is able to convert biomass, small in size and low cost of energy, in an efficient and pulita.Difatti could be used:
1. al place of simple thermal boilers even among residential groups (of wood chip boilers and pellet market already in existence or in lieu of the natural gas or LPG);
2. presso small or medium-sized production companies that have as a byproduct of their working or forestry lignocellulosic material (agricultural enterprises and industrial market);
3. for small mountain or rural communities, enabling you to exploit the richness of the surrounding area.
From the above it is also clear the high technology transfer potential of the results and the wide repercussions on the national territory. In fact, the developed technologies (the gasifier, the system with the engine and its control system) are all innovative technologies that would develop businesses and make in many specimens (given the high reference market), contributing to technological transfer on the market and the positive environmental fallout (for the dissemination of renewable energy plants), social and economic (for the resulting increase in direct and indirect employment and income) in the territory. The company in question will be able to ensure both the realization of other gasification installations that the production of individual components, which may also be sold to third parties interested in the implementation of further similar types of installations (European and international markets).
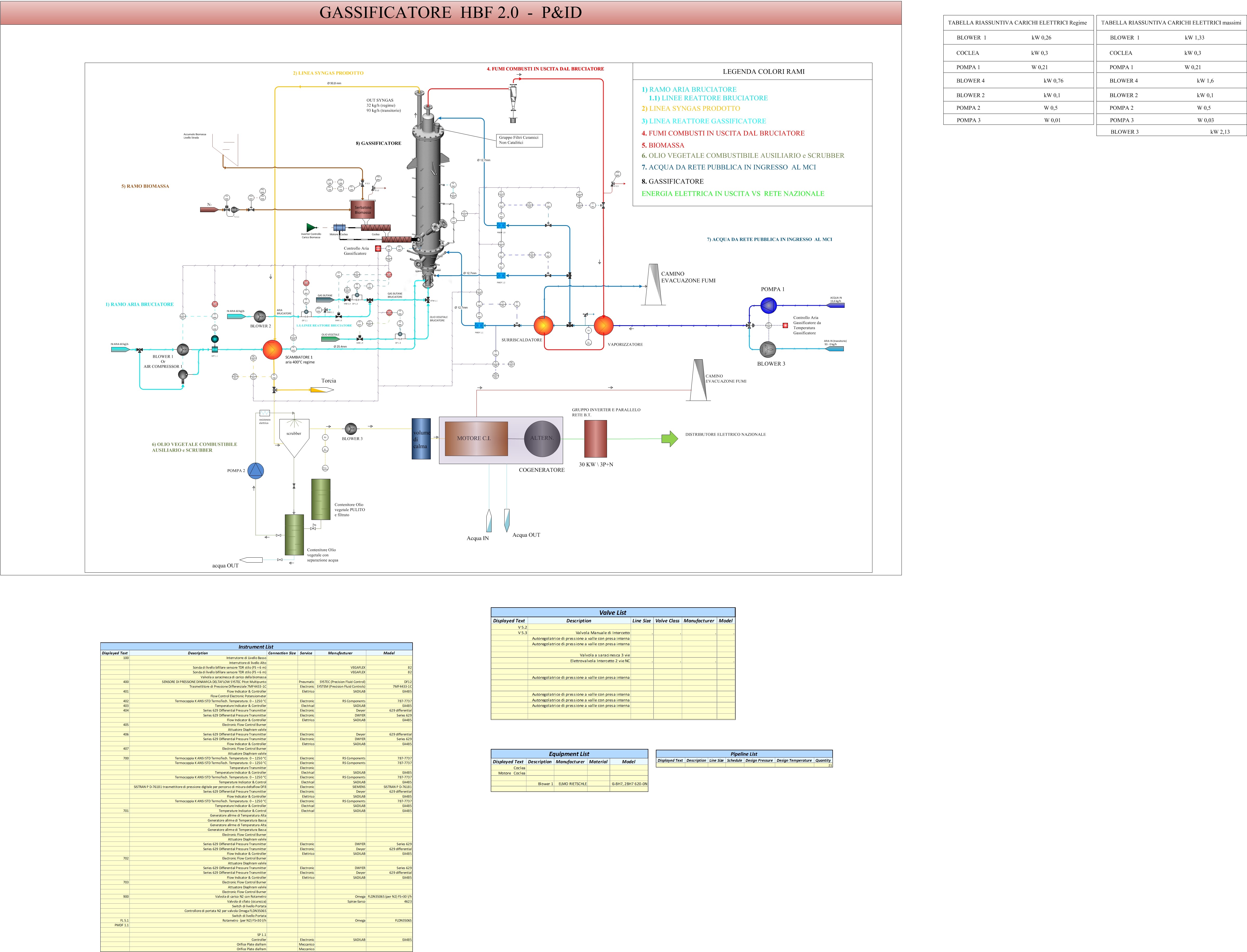
The project is divided into 6 WP the success of which will ensure the assembly and testing of the overall system (Fig.1) to assess performance. The macrounità are:
1. Gasifier in dual fluid bed steam to produce a gas with a high PCI, with a new more compact cylindrical shape and able to bring up to speed in less time, so as to guarantee its use also stand alone. This configuration will have low manufacturing costs, reduced size and less dispersion. The main feature of the gasifier is physically separate the combustion and gasification reactions so as to obtain a free gas of N2: the biomass gasification reaction takes place in a fluidised room connected with steam, through a lower port and an upper, in that of combustion, fluidised air where the combustion of the char residue occurs. The recirculation of the material through the lights ildi allows to transfer heat between the two chambers (Fig. 2) by reducing gas leakage. The advantage that the air does not come into contact with the syngas is to obtain a low content of N2 gas, PCI and high content of H2. For the design of the new gasifier will be used CFD codes already previously validated: it will evaluate the geometry that optimizes the circulation of material between the two chambers depending on the different fluidization regimes. A cold model of the scale reactor fluid dynamics will be used to experimentally verify the choices made by software. The results will be used by WT to achieve real gasifier.
2. Primary and secondary cooling system to remove tars and particulates avoiding environmental problems (air pollution) and economic (disposal of by-products generated)
The immediate packaging is made with olivine the bed reducing tar already inside the gasifier reactor and allowing to recover the residual ash that can be reused as fertilizer.
The secondary packaging consists of:
a. high temperature filters placed in the freeboard of the gasifier to remove the soot particles entrained.
b. dolomite bed or commercial synthetic catalyst, for a first reduction of the tars.
c. Scrubber waste vegetable oil to remove tar residues and as a safety trap.
The device, of reduced dimensions because of support for the upstream devices, uses waste oil that can be used as auxiliary fuel in the gasifier limiting economic and environmental costs due to the disposal of waste water generated by the conventional washing systems
These systems will be Used to size Results of Previous Projects and carried FURTHER test over the counter reactors and prototype gasifier 100 kWth.
3. Cogeneration unit (MCI) optimized for operation with the synthesis gas.
4. A Automatic Control System That avoids the operator's need on site 24h / 24.
5. Il BoP System Needed to Generate Heat Recovery for the Steam, to heat flows into and for CHP.
Finally test lead on the SI system with different biomass to evaluate the gas production, HIS composition, the amount of tar and particulates. These will determine the Best RESULTS Operating conditions for the operation of the gasifier (temperature, steam and air flow) and cleaning gas units (time backpulse for Ceramic filters, operating temperature dolomite bed, amount of dolomite, Bring waste oil ) and the CHP.
It will be fundamental for the good outcome of the Project What All The WP activities are to succeed. The Risk of Failure And Very low because:
• The activities are mostly an upgrade of those already carried out by the research units (StatusNet, CIRDER) (ENERTECNA) in past projects and prototypes in operation.
• the WT and MATEC companies have as their core business respectively the development of thermo-chemical plants and the development of co-generators adapted to work with syngas.
Using reactors to be easily manageable in small bench which emulate the system that you want to develop, you can (as described in the paragraphs relating to the business lines) test different biomass. From the test results we will determine:
• generated gas composition (H2, CO, CO2, CH4)
• Calorific power of the generated gases
• production of gas (in Nm3 / kg of biomass)
• concentrations of tar in the valley of the gasifier
• operating temperatures and flows of air and the inlet steam
Determine what is to properly size the system or to give directions for the design ad hoc according to the different fuel input: this will be the first result of the analysis in this project. For example, based on the gas composition and calorific value it will be possible to determine the motor parameters to operate in an optimal manner; from the tar concentrations will be possible to determine the quantity and provide the regeneration phases of the catalyst to be used and the vegetable oil flows in the scrubber; generated from the particulate it will be possible to predict periods of back pulse for regenerating the ceramic filters. On the fuel you can be determined drying systems if necessary taking advantage of the heat in cogeneration and determine the electrical efficiency of the cogeneration system.
All these data will be integrated into a database with corresponding software that will allow, known as biomass input, to provide the correct mass and energy balances in the various points of the system and provide power and efficiency of the cogeneration system. These results with the corresponding software will be a useful tool in the planning stages. It will be provided on the project website for those interested also to compare this system with those of competitors.
Nodal result of the project will obviously be the integrated system comprising the gasifier, the gas cleaning and conditioning system, the co-generator and the BoP plant with its embedded type control system. The size of the system will be compatible with any transportable version.
From the results obtained in laboratory tests will be chosen different types of biomass to be tested for a long period on the complete system so as to verify the actual performance of the prototype. It is expected that the system has an efficiency of 20 to 25%, higher than that of competing systems, and it can work for 7000h / year continuous, even in stand alone mode. From the various experimental tests of switching on and off it it is expected that the system can move from scheme to room temperature within a few hours (of the order of 1-2); if already hot (T> 400 ° C), the thermal inertia of the sand will help, as well as the insulation system, to have the short start-up times of the order of 1 hour. The system will be dimensioned to operate also at partial loads of up to 50% minimum of the nominal load so as to have flexibility in operation by limiting the use of the electricity network as a buffer. The use of the system in non-grid connected mode will result in a loss of efficiency due to the consumption related to the re-ignition phase or the operation at partial loads. They will then be assessed various scenarios hours of continuous operation at partial and rated loads mixed with plant shutdowns, and will be determined by performance losses. This information will be a further result of the project, one of a kind and ever faced by competing systems. This will broaden the knowledge and adaptability of such systems to unfavorable conditions so that these analyzes will enable the take-off of these systems in the future.
Technical data
Recent Parts
-
Nozzle reactor burner
 New nozzle burner with locking rings of containment membrane.
New nozzle burner with locking rings of containment membrane.
-
Pipe reactor WindBox part
 New concept of hot gas pipe applied in the gasifier windbox part.
New concept of hot gas pipe applied in the gasifier windbox part.
-
Electronic control system board
 New electronic management board for the gasifier control system.
New electronic management board for the gasifier control system.


{kind=link}
{kind=link}
{kind=link}
{kind=link}